1��Ϊ����Ӳ������֧����������
2��������м�������̨���и��ŵ����⡣
3�����˲���DZ��BUG��
1�������ͼ��̨���ڿ���̨ģʽ������ԭ�������ͼ2������̨�Dz��ܱ�̣����ڿ��Ա��ˡ�
2���Ż��˲����ͼ���Զ���˿��̡�
3�������˸��ϱ����м��̴�����
4���Ż����Զ���˿��м��̴�����
1���Զ���˿��������˾ֲ������֧�֡�
2���Ż����Զ���˿��������и��̡�
3�������и�ڸ��ټ�ͷ���׳�����β�������
1����Ȩϵͳ�����˶�ά����ɨ���ȡ�Ĺ��ܡ�
2��������ʽ�������������������ù��ܣ���Ҫ��������߿�����֧�֣���
3�������������BUG��
1������������Զ���˿ϵͳ��ʾ�ĸ��ӹ��ܣ���ij���״�˿ʧ���Զ���������һ��ʱ��δ�и�Ŀ���һ�����������ʾ��ͬ�������Զ���˿ϵͳ�и�ʱ��Ϊ��·����ʱ�������Զ���������һ���и�ù��ܿ������豸����������ѡ����߹رգ���δ���Ҳ�����ֱ�ǡ�
����һ��BUG��
1�����˾ֲ�������DZ��ʱ������߷��Ե����⡣
1�������˿�ѡ�Զ�����ظ��߸��ŵ����⡣
2�������������ߵ����ظ��߸��ŵ����⡣
1�������˶Ի���USB���и������Զ�������п��Ƶ�֧�֣��������ǵ�USBͨѶ���и����������ʵ��˫����ͬ�����ƣ������˵�����USB���������ƣ�Զ�̵����������������п��ơ�
����������
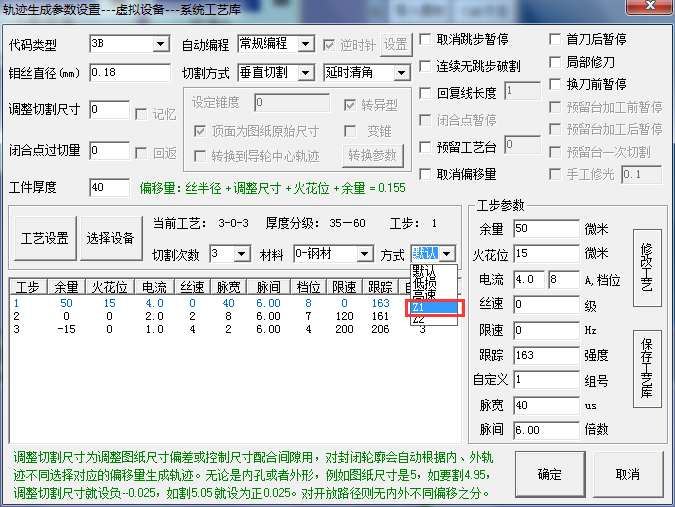
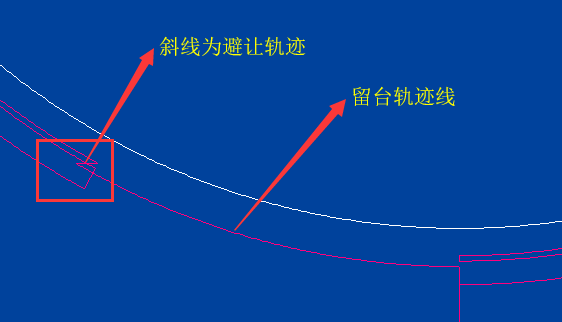
1����м�и��������˶Է�Բ����ͼ�α�̵�֧�֣������˲�����ͼ�β���������ȷ�켣��
2������������Զ���˿ϵͳ����켣Ҫ��һ������̨��ͣλ��ֱ�������и�һ�¸�ͼ�Σ����������Ӱ���Զ���˿ϵͳ������ѭ�����������Dz�����̣���ʣ���̨��ʣ�����켣��Ŀǰ�ù���ֻ֧�ֻ��ǿ���ϵͳ����֧���ⲿ������̡�
����һ��BUG��
1��������ת���ͱ��һ���������⡣
1������������и�ģ�棬�߱���ֱ�ߡ����Ρ�Բ������Ρ����߹켣�������ɵĹ��ܣ�Ҳ������ͼ�Ρ�
2����������·�������ù��ܣ��ù�����Ҫ���¿��ƹ���ϣ�����ʱ�ù��ܣ����ٽ���ʹ�ò����źţ��ö���ʱ�ӿ��ơ�
3����ǿ�˱��ʱС�սǷ�����ͼ���ݴ����������������϶���f˿��С�ĸ���ͼ�Σ�ԭ�����������ɹ켣������������ȫ����Ĺ켣�������ܹ�����ӽ���ȷ�ķ�ʽ���ɹ켣��
4��������������м�и��̣���ӦС����м�ӹ����Զ���˿���ܵ���Ҫ��
5��������3B�������ʶ���ܣ���ʶ�����JK��ǣ�����JT��ǣ�ʶ����˿��Ƶ�������룬Ϊ�û��ֹ���д����3B�����������ṩ���㡣
6��������������˱���3B������������̹��ܣ��ڴ�����̵��Ҽ��˵���û��������������ָ�����˿3B���롣
��������BUG��
1�����˲����ظ��߲���ѡ�����⡣
2�����˾ֲ�����̵�һ�����ش���
1�������˶�ͣ��λ����ʾ��ԭ����ͣ��λ����ͼ���ϲ���ʾ��������ͼ�����ж�ͣ����ʾ��
2�������˶�ͣ��ͼ��λ�ò����ܣ�ԭ�������ó���κ��趨��ͣλ�ò�ֱ�ۣ����ڿ���ֱ����ͼ����ѡ��
3���������Ƶ㹦��Ŀ��λ�õ�ͼ�β����ܣ�ԭ�������ó���κ��趨�Ƶ�λ�ò�ֱ�ۣ����ڿ���ֱ����ͼ����ѡ��
1���Ľ��˵���б���Ĺ��ܣ�ʹ�ø��ӵĵ���б���켣Ҳ���������ɡ�
2���Ľ��˵�����ֱ�߸��ϱ�̹��ܣ�������ģʽ�����谴ctrl�����ܸ��ϣ�����ֱʱ��ֱ������������ѡ��5MM��������������Ȳ�������
3���Ľ����ͼ���и�켣�����㷨���������ߴ�����ӳ�ЧӦ��ԭ��������ʾ��ͷ����ʾ�ļ��ʱȽϸߣ�����������������Ը��ơ�
1����������˿��̣��ظ��߳����趨Ϊ0ʱ����ѡ�Զ���̳��������⡣
����������
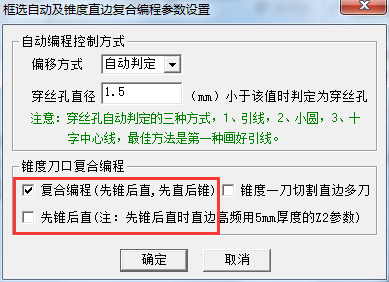
1���Է������˿��������˵�����ǺͶ൶��ǵ�ѡ��ԭ��ֻ֧�ֵ�����ǣ����ڿ��Զ൶��ǡ�
2��������C�Ϳ���ϵͳ�����ܹսǼ��ٵĿ������ã�ʹ��СԲ���սdzߴ���Ƹ��������Ҫ�ù�����Ҫ��Ͽ�����������֧�֡�
3���켣���Ҽ��˵���ɾ���ֲ������켣����ij�֧��������ɾ����ԭ��һ������ֻ��ɾ��һ���ֲ��켣��Ȼ��Ҫ�ٴ�����ɾ��������ڿ���һ��������������ɾ����
4������������㲶���ܣ������˱�̵�����ԣ�Ĭ�ϸù����ǹرյģ�����F10������㲶���ܡ�
1���������Ȳ����������㣬���и��������ʱ�����Ը��ݲ���ֵ������������ľ�ͻ���ߵ�ȷ����ֵ��

2��������ɾ��ָ��λ��ɾ����ǹ켣���ܣ������ֶ�ɾ������Ҫ����ǹ켣��
1��������������������ʱ��Ƶ������ż���ᶪʧ���⡣
2��������C��ϵͳ�����������ʱ���ݴ�������⡣
����������
1���Է���DZ�������˵���ѡ���ܣ���ǿ���ѡ���ڵ�1������ߵ�2���塣
2�������˶�USB����ϵͳ��ƵTģʽ�������õ�֧�֡�
1�������˿�ѡ�Զ����ʱ��˿���ж�ֱֵ���������⡣
2���������ڹ켣����������˳��ʱ������ѡ�����ߺͳ�����������⡣
����������
1������������Ⱥ������и��һ��ͨ�����Ǿ���XYUV�����Զ����㣬������������������������켣�����Ӷ��ۻ���ֱ�����������ϡ�һ��������û���ÿһ�����ͼ���и���ֶ������ż����и���ڻ��ǵ�����Ϳ������Ѿ����������⣬�������汾�Ļ��DZ�̣����ǵ��������ת���ͺ����ͳ���XYUV�ĸ���Ļ���������Զ������������Ӵ��û���ϵͳ�и���������Ⱥ����ͽ������й��ǡ�
2��������ҡ�ڻ������и���ƺ���ʾ��֧�֣�ԭ��������Ϳ�����ֻ֧��С�Ȳ����㷨�����ڻ��ǿ���ϵͳ�Ѿ�ʵ��ҡ�ڻ������㷨���ƣ�����������Ҳ������������ʾ�Ϳ���֧�֡�
3������USB��ͨѶ���������ܣ� �ܵ���Ӳ���������ֳ���������Ӱ�죬��ʱ����ַ�����USB��ͨѶ���������û���Ҫ���USB�ڻ��������������ָܻ�ͨѶ�����������������˷��������ƣ������ڶ��ӵĸ��Ż����и��ɿ��Ĺ�����
1������������˳������ʱ�ظ����ͬһ�������켣����������⡣
����������
1��������һ��б����̷�ʽ������б�ȷ�ʽ��ԭ���汾ֻ֧��ͬ��б�ȵ�б�����ͱ�̣�����������һ�ֵ���б�ķ�ʽѡ����б��ʽ��б����һ����ֱ�棬���ʱҪע�⣬���߽�������һ��Ϊ��ֱ�棬ͼ�ΰ������ߵ�ƽ�з���ƫ���趨�ĽǶȣ�ֻ��һ��������ͼֽ�ȿ������б��ת���ͣ���߱��Ч�ʡ�
2������ϵͳ�����˶Թ�դ���������������Զ����㹦�ܣ�ԭ��������դ�ߺͻ���˿�˵����������Ҫ�ֶ��������ֶ����㣬����ʵ���˵����ϸ�������������ֶΣ��ڵ��Զ��豸�����������դ����ҳ������Բ��������������������ٵ���������������ɴ�դ���Բ���������������Ի���
1�������������ߵ���DXF���ʱ���������߽ӽ�ֱ��ʱ��ת���������⡣
����������
1������б�����֧�֣�����ģб�����һ�㶼�������ͱ����ʵ�֣���Ҫ��������������ͼ�Σ�б�����¹��������״��ͬ���������һ���ĽǶȣ����DZ��ϵͳ�ṩ�˸���Ч��б���ı�̷�����ֻ��һ��������ͼֽ�ȿ������б��ת���ͱ�̡�
2������ϵͳ�����˶Գ��̱��������������õĹ��ܣ������ڵ��Զ��豸������������̱����ͽ�ֹ���̱��������̱���������Ҫ�豸���ƶ�֧�֣����ƶ˲�֧��ʱ��������ù�������Ч�ģ���
1��ԭ����ѡ�Զ����ʱ���ظ�Բ�����Զ����ˣ����ظ�Բ�Ļ����ظ��߹켣�����ڿ�ѡ��ʱ���ظ�ԲҲ���Զ������ˡ�
����������
1���������ȼ�ֱ�ߵ��ڸ��ϱ����ֱ���ĸ��Ϲ��ܣ�ԭ����ֱ���Զ����Ϲ���ֻ֧�����Ⱥ�ֱ�ߵĸ��ϱ�̣�����ͬʱ֧����ֱ�ߺ��ȵĸ��ϱ�̣�������ֱ�߸��ϱ�̵Ĺ����Ѿ������ˣ����㲻ͬ�û��ĸ��ϱ��Ҫ������ͼ�������Ǵ�����ֱ���ĸ��ϱ�̹��ܡ�
1�������˴�ģʽ�±�����ױ��������⡣
����������
1���Ż����ȼ�ֱ�ߵ��ڸ��ϱ��ʱ�����и�תֱ���и�ʱ����ͣλ�ã�ԭ���İ汾��ͣ���ڴ�˿�㣬�����ڱպϵ�λ�á�
1���������ȼ�ֱ�ߵ��ڸ��Ͽ�ѡ�Զ���̹��ܣ�ʹ�ÿ�ѡ�Զ���̹��ܽ�һ����ǿ��ֱ���и����ѡ������и�ʱ��ͬ�ĸ�Ƶ������������ʵ����һ���и�ڶ���и����ѡ������ͼ��
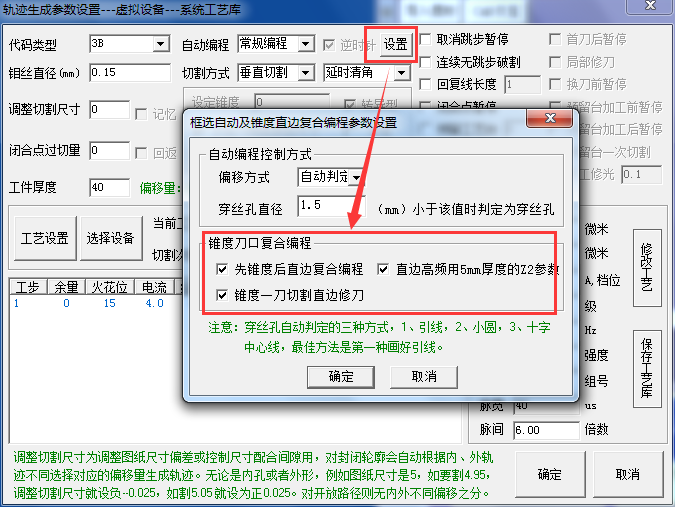
2�������˹��տ�������Ƶ��Զ��幦�ܣ�ԭ���Ĺ��տ��������Ϊϵͳ�̶������֣������û������Զ��幤�տ���ϵ����ơ�
3���Ż��˼�����ȥ�칦�����ȱ��ʱ��Ӧ�ã�ʹ�ý���ʱUV��ķ����������
1�������˾ֲ������ʱ�����ֲ����λ���Զ����ɹ���Բ��ʱ���ױ��������⡣
����������
1����ǿ�˱��ʱ�Զ������ظ��ߵĹ��ܣ�����ͼ���淶�кܶ��ظ���ʱ�û�����ʡȥ�ܶ����ظ��ߵ��鷳��
1�����ӹ�դ�������ƹ���ϵͳ������֧�֣���դ��������ʧ�����������������֣��û����Ը����Լ�����Ҫѡ����Ҫ�Ĺ��ܣ�ʧ�������ǿ������ƣ�������դ���ֵ�����趨ֵʱ��ͣ��������ʧ�������ɶž�����������ȱ�ࡢ��е�������������������˶�ʧ�أ�������Ĺ����������ϡ���������ȫ�ջ����ƣ���Ч����˿�˼�϶���ݾ����ʹ���Ļ��������������ӳ������ľ�����������ͼ���ǹ�դ���ƻ���ϵͳ�������öԻ���
2�������˶Ի��Ǵ�������ϵͳ�ı�̴���֧�֣����û��ǵĿ�ѡ��̹��ܣ���Ч���ɹ켣����ֱ�Ӵ��͵����ǵĴ�������ϵͳ������ֱ��ʹ�����и��̵ı��켣�����͵�����ʱϵͳ���Զ����������켣������Ч�켣������Ϊ����������̡�
1���������ӳ�����ȥ���պϵ�ӷ��̹��ܣ�����λ�ÿ�������ָ�����ȵ��ӳ��ߴӶ������պϵ�Ľӷ졣
2���Ľ�����ʼ�Ե��㹦�ܣ�ԭ��ֻ������һ����ʼ�Ե��ߣ����ڿ���������������ʼ�Ե��ߡ�
1�������˻�ϲ��ϳɲ������ܱ�������⡣
2����������˿��Ƶ������λ�����ĵ����⡣
����������
1����������̨һ���и���Զ������ù��ղ����Ĺ��ܣ����ɹ켣�Ի����С���ʽ����Z1���������и����������̨�и�Ĺ��ղ������û�������������Ϊ���ʵ���̨�и��Ƶ����ֵ������ͼ��
2��������̨�и�켣���õĹ��ܣ������һ������ɣ��и��̨ǰ���켣���ڴ��������㴦����һ���ľ��룬��Ч�������ڲ��ϱ��λ���˿�ٽ������������̨����˲������˿������������ͼ��ʾ��
1���Ľ��˸�1��1���θ���̨���صķ�ʽ��ԭ����ֱ���ڸ���̨�ش�˿�㣬���������������߷��ش�˿�㡣
2���Զ���������˿�ѡ�Զ���̵�֧�֣�ѡ���ѡ�Զ���̺�ֻҪ���ʱ�϶��������ѡ���ѡ��õ�1������ķ��ͼ�κ�ѡ��������еķ��ͼ�ζ��ᰴ���趨�Ĺ켣�����Զ����ɹ켣��
1��������������ת�������ֱ�߶β�����̨���ʱ�Ჿ�ֳ��������⡣
2���������������Ƹ���ÿ�ݼ����ʱ����Ჿ�ֳ��������⡣
1�������˾ֲ�����̨���ʱ����̨λ���ж���켣�����⡣
����������
1���Ľ��˶���и��̣���̨һ���и�ʱ��ƫ����ֵ��ԭ����̨�ǰ������һ���켣��λ�ã������ǰ��յ�1���IJ���ȥ���������ƫ��ֵ���á�
2�����ӻ���Cϵͳ�ڵ�Դ����ʱ�µĸ�Ƶ��ϲ��β�����������ϲ�������������Ч�����f˿��ʹ�����������������f˿��ģ��ù�����Ҫ�豸�˵ĵ�����Ϳ��ƹ�߱���Ƶ��ϲ�������ʱ�����������Ч����
1��������CAD�е���Բ���ھ��������DZ��ʱ��ȡ�����������⡣
2�������˲����ͼ����̨���ܲ�ͬ��������ʱ��̨���������⡣
����������
1���Ľ��˹��տ�ṹ����ԭ���տ�Ļ����ϣ�ÿ�����տ���չ��5�ּӹ���ʽ��ѡ������տ�����������5����ʹ�û��DZ��ϵͳ�ܹ����������Ӧ�豸�IJ�ͬ�и�Ҫ��
1�������˲����ͼ��Ԥ������̨�����ߣ����ܵ�֧�֣���ǰ�汾��֧�ֿ���·����Ԥ������̨���ܣ������Ѿ�֧�֡�
2�����Ӿֲ��ֶ���+�Ƹ���ϱ�̹��ܣ���ǰ�İ汾�ֲ������Ƹ�ֻ�ܵ���ʵ�֣����ܲ������һ����������汾����ʵ���ˡ�
3�������˾ֲ��ֶ���+�Է������ϱ�̹��ܣ���ǰ�İ汾�ֲ��ֶ�������ʵ�ֶԷ���ǣ���������汾�Ѿ�֧���ˡ�
1�������˲��ִ������ߵ�DXF�ļ�����ʱ��������ȡ��ʼ����ʾ�����е����⡣
2�������˴�ֱ�����Բͼ�β��ܶ�ȡ�����⡣
3����������ͼ�α��ʱ�����Զ����ӹ���Բ�������⡣
����������
1����̹��������˱���̹��ܣ������ʱ����ʵ�ֵ��κͶ��߶β�ͬ�ȵĻ�ϱ�̡�
1������������C��Ƶ����Զ����ٺͿ��м��ٹ��ܵ�����֧�֣��Զ����ٹ����ǰ����û��Զ��ҵ��и�ʱ����ѹ����㣬���û�����Ϥ���ٵ��ڻ����и����б仯�Ĺ���ʱ�dz���Ч�����м��ٹ����ǵ��f˿û�е�����ʱ���Զ��������ٽ��������и�������Զ�ת�������и�״̬������������̷Ǽӹ�����ʱ�䣬����и�Ч�ʡ��Զ����ٺͿ��м��ٹ���������Ӧ���Ƶĸ߶˼�������Ȼ�û�Ҳ����ѡ��ر���Ӧ�Ĺ���ѡ�
2������������C��Ƶ����·����������֧�֣��û�����ѡ��رոù��ܡ��ù���ʱ���f˿�ڶ�·״̬ʱ�����DZ�С�ģ������DZ������������Ч�����f˿�ڶ�·ʱ�����ˡ�ͬʱҲ�����˸�Ƶ��Դ��Ƶ�����ڶ�·ʱ�Ĺ��������۵�˵Ҳ��Լ�˶�·ʱ�Ŀպĵ�����
1�����ڰ汾�Ļ��DZ��һ��ϵͳ�����ö�ͣͣ��ʱ��������˻����ִ�д����������������������ڰ汾�Ķ�ͣͣ�����ܣ��������°汾�Ķ�ͣͣ�����ܡ�
����������
1����̹��������������������߶�λ�ò����ɾ����Ƶ������ָ��Ĺ��ܣ��ù����ر������ڹ������Ϻ����ͻ�������һ����������Ҫʵ�ֲ�ͬ�и�Ҫ��ʱ�������ڲ�ͬ����λ�ò��벻ͬ��������ָ���������
2�����˱��ϵͳ�ij���ض����ܣ�������ΪͨѶ������ɷ����ض�ָ�����ͨѶ��������
1���Ľ���C��ϵͳ��˿��Ƶ�����Զ��л����ܡ�
2���Ľ��˱��ʱG�����Ƶ����Ƕ�����ݸ�ʽ��
1�������˶ϵ���˹��ܣ����û���ͼֽ���ڻ�ͼ���Ͻ�����С�ϵ�ʱ��ԭ���Dz������ɶϵ�켣�ģ����ڿ��Ը��������Ķϵ����ֵ�ݴ������Զ��������ɹ켣���ϵ����ֵ�Ĵ�С������ϵͳ�������öԻ����趨��Ĭ��ֵ��0.1��
2�����������ŶԷ���ǹ��ܣ����Ը���ͼ�μ����״���f˿ֱ���Լ�����״�������նԷֽ�����Ƿ�ʽ�Զ�������С�������ȣ�����ʵ�����Ч��ͬʱ��ԭ������������С��
1���������豸���״̬ʱ���Զ����ö�ͣ����ȷִ�е����⡣
2��������C��ϵͳ�����״̬ʱ���Զ˲�����ʾ�����⡣
3��������ת���ͱ����ȡ��ƫ����ʱ�ߴ��治���л������⡣
����������
1���Ľ��������߹켣����ʱ��ת���㷨��ԭ������ֱ�߱ƽ���ȱ���ǵ�ת������Ҫ���ʱ���������࣬��������ܴ����ڲ�����Բ���ƽ��㷨��ȥ����ת�����ȵ���ʾ��ת�����ȸߣ��߶������٣�ת������������Ⱦ�С��1u���Ը߾���������ϱ�̾����ش����塣
1���豸�������к��豸ͼ����ͼ�β���ʾ�����⡣
����������
1���Ľ����Ƶ㹦�ܣ�ʹ���Ƶ㹦�ܸ��ɿ���
2���豸���������������˼��ٶȿ���ѡ���9�����ٶȿ�ѡ���û����Ը����Լ��豸��ʵ����������ѡ����ʵļ��ٶȣ����豸���������ڸ��ߵ��ٶȣ�ע���ù���֧��2017��3�º����۵ı��һ�嵥���ϵͳ��
3���������豸�ӹ����Զ�ͼ�β�����ʱ���ֶ�ˢ�¸��ٵĹ��ܣ��ڼ��ͼ�δ��ڵ��Ҽ��˵��
4���Ľ����豸ͼ��Ľ���������ʾ���ݣ������Զ��л���ʾ���Ȱٷֱȡ�ʣ��ʱ���Լ���ʾЧ�ʡ��ٶȡ�
1�������������������ڱ�����ɫ���Զ��幦�ܣ��ڱ༭ģʽ�£�ϵͳ��������������ĸ����������ڵı�����ɫ���û�����ѡ���Լ�ϰ�ߵı���������ɫ��Ҳ���Իָ���Ĭ�ϵĴ��ڱ�����ɫ��
2���Ľ��˹��տ��ȷּ������ã������и�Ͷ���и�����趨��ͬ�ĺ�ȷּ���ʹ�ù����Զ�ƥ�书�ܸ����Ͽ�˿����˿�IJ�ͬҪ��
3���ڵ�Դ��������ѡ���հ�ť���Ҽ��˵�������ˡ���ʾ�豸�˵�ǰ��Ƶ�������Ĺ��ܲ˵���ʹ��C��ϵͳ����ʱ�ܼ�ʱͬ����ʾ�豸�˵ĸ�Ƶ������
1�������˴�����̵����ͣ��ڴ�����̰�ť���Ҽ��˵��������ˡ�����ȥ��ע����롷��ȥ����ԭ������3B�ļ���ͷ��ע�⣬ʹ��ԭ�����ܶ�ȡ����3B�����ļ��Ŀ���ϵͳ����AutoCut���ַ�ϵͳ���ڶ���������ȡ���ǵ�3B�����ļ���
2���Ľ��˹��տ���ƣ�ʹ�û���C��ϵͳ���ʱ��Ƶ�����Զ�ƥ�书�ܸ����ơ�
1�������˿�λ��̵��Բ�Ŀ�ݱ��ʱ�������û�żȻ����ֳ����˳������⡣
����������
1���Ż��˹켣����ʱԲ�IJ��㷨��ʹ��Բ�IJ����ӿ��ȷ��
2���Ľ��˹켣���ɲ���ʱ����ͼ�κܸ����ҷŴܴ�״̬ʱ����ֲ������������ڶ��ܺ������IJ�����
3�������˽��淽ʽ���湦�ܣ��û���ȫ��ģʽ������չģʽ�¹������ڹػ���������Ȼ���֡�
4�������˹켣����ʱ���ֲ����ı��湦�ܣ�����ظ����趨����һ�汾�ػ����棬����汾�Զ������ˡ�
5�������˵���EXCEL�Ƽ۱����ʱ���Ըı乤����ȣ��������ʱû���趨��ȣ����Ƽ����ʱ��Ҫ�ı��ȣ��Ϳ���סshift����Ȼ�����Ƽ�����IJ˵��ͻᵯ���Ƽۺ���趨�ĶԻ����Ըı�Ƽ۹�����ȡ�
6�������˶Ի���C�ͱ��һ����˿ϵͳ��֧�֡�
1��������Autocad2017�Լ�CAXA����ͼ��2016��Ƕ�밲װ֧�֡�
2���Ż��˱���켣�ļ�ʱ�ļ����Զ����ɱ��⸲��ԭ����ͬ���ļ���
3�������˵���EXCEL�Ƽ۱�����Ĺ��ܣ��ܹ����������ĵ����и����и���и��С�����ݵ��û��Ƽ�ʱ��Ҫ����ϸ��Ϣ������EXCEL��������ļƼ۷�ʽ��ʹ���û���������EXCEL��ǿ�����Զ�������Լ���Ҫ�ı���ʽ��ʽ����1�δ�EXCEL�Ƽ۱�ʱ����ͬEXCEL�汾�Ļ��������������ӵİ�ȫ��ʾ���û�ȷ�Ϻ��Ժ�Ͳ�����ʾ��ʾ���ݣ������û���װoffice2010�����ϰ汾����WPS2016�汾����ͼ����EXCEL2010��1�δ�ʱ��ʾ�����ݣ�����������ݺ��Ժ�Ͳ�����ʾ�ˡ�
1�������˼�����ʼ�Ե�����ܻ��˹켣������.
����������
1�����ʱ�������Զ���ظ��߳��ȵ�ѡ��,��ѡ�лظ��߳���ѡ��ʱ�ʹ����Զ���ظ��߳��ȵĹ��ܣ�������ֵ0-0.5֮��ʱΪȡ���ظ��ߣ�������ֵ����0.5ʱ������ָ���Ļظ��߳������ɹ켣��������ֵΪ��ֵʱ�������û��Լ���ͼ����ѡ���˳���λ�á�
2���ڹ켣��Ϣ��ѯ�������˼Ƽ۳��ȺͼƼ��������Ϣ���Ƽ۳������ܵĹ켣���ȼ�ȥ�������߳��Ⱥͻظ��ߵij��ȣ������û�һ�����ʱ�����и������ϰ�ߡ��°���������ֱ�ӵ�������ϸ��EXCEL�Ƽ۱���
1�������˵��Զ˱��һ��������ã��������������ĺ��ܸ��ºͱ�������⡣
����������
1���Ľ�����ǰ�汾�ڹ켣����ʱ����СԲ���İ뾶С��ƫ����ʱ�������ɹ켣����ƣ����ڰ汾�����Զ���СԲ�����������켣����������Բ����λ���С���ǣ������û���λ�õ�СԲ���Ѿ��Զ�����
2���Ľ�����ǰ�汾�ڹ켣����ʱ����Բ��ƫ�ƺ����ڵ�������û�н���ʱ�������ɹ켣����ƣ����ڵİ汾�����Զ���Բ����ԭ����������֮������һ������Բ���Ӷ����������켣�����������ӹ���Բ����λ���С���ǣ������û���λ�������˹���Բ����
3�������˱��һ�嵥������ͳ���ʱ������ѡ��ɾ����ͣ�봫�ͣ��͵����DZ��һ�嵥�����ȫ����ͣ��DZ����������������Ҽ��˵�������ɾ����ͣ����롱�
1��������4B���������������˳������⡣
2��������ת���ʹ�����������ֹ�Ե����Ժ��ܴ��͵����⡣
3�������˾ֲ��켣ƫ�����ĺ��ֹ켣����Ϣ��ѯ���������⡣
����������
1���Ľ��˹��к���ͣ���õ����⣬����ֻҪѡ��<Ԥ������̨>��<Ԥ��̨�ӹ�����ͣ>������ѡ���ͻ��ڹ��к�������ͣ��
2���������ȱ�̳ߴ�����ѡ��Ĺ��ܣ���ǰ�汾�ȱ��Ĭ�Ϲ�������ƽ��Ϊ�ߴ���棬���ڿ����趨��ƽ��Ϊ�ߴ���棨��ѡ�С��ϻ���ѡ���Ϳ����ˣ���
3���������Զ���̺ͳ������Ҽ��˵���ݼ��л��Ĺ��ܣ�H+�Ҽ������������Զ���̺ͳ�����֮������л���
1�������˹켣����˳�����±��Ź���ʱ���������бպϵ���ͣʱ����ɳ��������˳������⡣
2�������˿���·����˿�ֲ������ʱ�����û������ʱ��������������˳������⡣
3�������˿���ϵͳ���и�ʱ�ܵ��ۼ��и�ʱ���ڵ��Թػ�����������ʾ��ȷ�����⡣
����������
1���Ŀ���ϵͳ����ֵ���ܣ�������ڴ���״̬ʱ������˫�����Ա��һ����������������ʾֵλ�ã��Ϳ��Դ������ĶԻ����û���������������������������IJ�����
1�������������и�ܴ��м�������и�����⡣
2�������˵������0��ִ�г�����Զ˲��ܸ��ٺͳ��������⡣
3���������Ƹ��̣��켣��ʱƫ�Ʒ������������⡣
����������
1������ģ�Ⱥ�ֱ�߸��ϱ�̿���һ��ѡ��ͬʱ��ɣ�ֻҪ��סctrl�� ѡ��������һ�β������б�Ⱥ�ֱ�ߵ����ι켣���ɣ�����Ҫ������ѡ�� ��
2���������Ƹ���������ݼ����ܣ���һ���Ƹ�����ɺ�Ҫ������ ��һ���Ƹ�켣ʱ������Ҫ�ٴ켣���ɶԻ���ֱ�ӣ�W+����Ҽ��� ��������������һ���Ƹ�������������̡�
3���и�ʱ���Ӹ��ٴ���֧������м�ͼ�����ż��϶����ܡ�
4���켣�Ĺ��ܣ�����������˳�����±��Ź��ܡ�
5���켣�Ĺ��ܣ��������Ƹ��̿��ľֲ��켣��ƫ������
6���켣���ʱ,����������ͣ��Ϊ������ɱ��档
7���켣�Ĺ��ܣ���������������λ�����ú�ȡ����ͣ�Ĺ��ܡ�
1�������˿���·����������ƫ�Ʋ�����֧�֣�ԭ��ʹ��CAXA��̵��û�ϰ�߿���·��������һ�δ�����ƫ�Ʋ���������V3.8.5�汾�Ѿ�֧�֣��Բ���Ҫ����㲹���Ŀ���·����̣��ڽ��е�ѡ�������ʱֱ���Ҽ��س��Ϳ����ˡ�
2�������������ֲٺ����ü����Ƶ�֧�֡�
1��������˿��ֲ̾�����֧�֣���һ����������У�����ʵ�������߶����Ͳ����Ļ�ϱ�̡�
2������������豸������̵IJ���֧�֣�ÿ̨�豸���Զ�������ǰһ�α�̵IJ����趨�Ͳ���������˫���豸ͼ��Ϳ��Դ���Ը��豸�Ķ���������̣�ʹ���û���Ϊ��ͬ���豸���ʱ����Ҫ�����趨��̲������ղ�����
3��������ÿ̨�豸���Զ������տ��֧�֣�ÿ̨�豸�Ĺ���Ҫ���Dz�ͬ�ģ���ǰ�����豸������һ��ϵͳ���տ⣬�������еĹ��ղ���������ʹ��ϵͳ���տ���豸���ᱻ���ı��ı��ˣ����Dz������ģ����ڿ���Ϊÿ̨�豸���������Ͱ�ָ���Ĺ��տ⣬����ÿ̨�豸��ͬ�Ĺ���Ҫ����Զ������棬Ϊ��Ч�ʵ�ʵ�������豸��̴�����������
